STARRETT NEWS & EVENTS
Signs that it is Time to Replace Your Band Saw Blade
Tips for the Longest Blade Life

Increasing blade life is an obvious quest in cutting operations and it starts by choosing the most appropriate band saw blade for the application at hand. Understanding the material characteristics before starting to cut offers the best opportunity to achieve the longest band saw blade life and production efficiency. Blade speed, feed pressure and feed rate are all required to be in balance for the particular material being cut.
However, it is counter productive to continue using a saw blade after a certain point when undesirable conditions of the blade and quality of the cut are present. Fortunately, when usable blade life is inevitably reached, there are recognizable outward signs.
Visual clues can include a range of issues on the blade and in the quality of the cut:
• Backer Fractures are signs of wear on the back of the blade such as micro-cracks and fractures on the blade backing material. This can occur for several reasons including when there is an excessive back-up guide preload. Properly adjusted back-up guides which are in good condition are also crucial to blade life. If positioned in such a way as to “push” the blades out of the guides, not only will the backup guides themselves wear out quickly, but the back of the blades will also be damaged. Backup guides should be smooth (without grooves or cracks) and adjusted properly.

Also, low blade tension will “bow” the blade as it travels between the guide arms, causing cracking in the back of the blade. You can easily check this with a tension gage. You may look at reducing feed rate or pressure to avoid wear on the back edge of the blades and other issues.
Blade tracking is another consideration when determining why a blade is wearing out prematurely, and ultimately breaking. If you notice the saw blade has a sharp fracture, it is important to check that the back of the blade is not riding on the band wheel flange. The blade back should be adjusted as close as possible to, but should not be hitting the flange.
A straight break indicates fatigue and the blade should be replaced. Some tips for preventing straight breaks include setting the band tension properly, using a wheel diameter that supports the blade well, avoiding using a worn or damaged guide and situations where the blade is rubbing the wheel flange or side guides that are too tight.
An irregular break may be due to an indexing sequence issue. It is imperative that the machine is indexing correctly. If not, it can push the material forward while either the blade is down or not high enough, breaking the teeth.
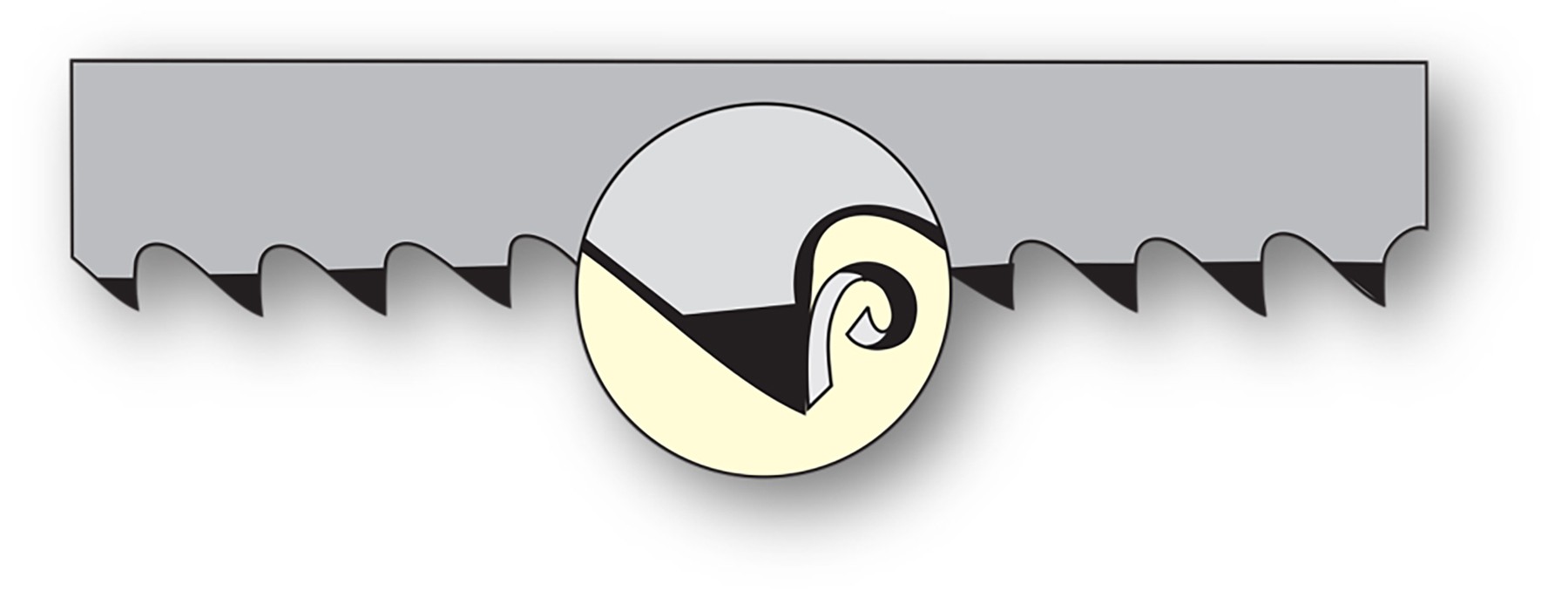
• Tooth Wear – Over time the blade’s teeth will begin to wear, strip or chip. Once teeth are damaged, their clearances and angles will be different. This will lead to other issues such as poor cut quality. There may be a tendency to compensate for damaged teeth by decreasing the cut time, but that may generate excessive heat, causing more damage to the blade as well as to the work.
Blade speed should be established based on the type of material. If the speed is set too low, the teeth can over penetrate which will put excessive stress on them, eventually causing the teeth to strip. In general, use slower speeds for harder materials and faster speeds for software materials. For specific material examples as they relate to determining blade speed, refer to the “Material Nuances” section which follows later in this article.
Feed pressure also needs to be adjusted appropriately to avoid over penetration and tooth strippage. It is also important to refer to cutting recommendations from the saw machine manufacturer. In addition, properly breaking in the saw blade is critical for avoiding tooth strippage and maximizing blade life.
Fractures on the back of teeth indicate that the work is moving in the vise, so an inspection and adjustment of the vise is in order. The usage of nesting clamps is recommended to hold the material, preventing it from spinning or vibrating.
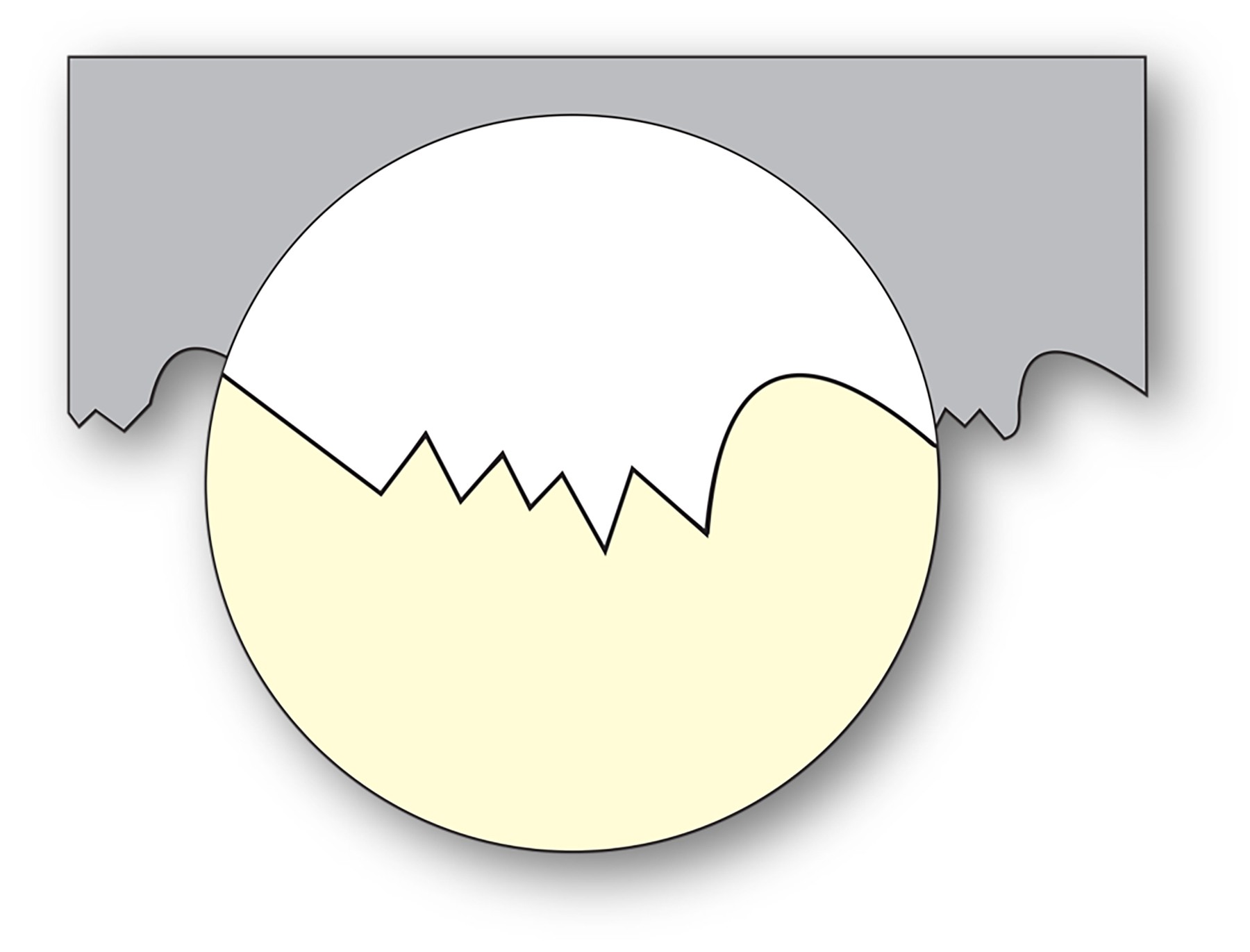
• Wavy, Rough and Uneven Cuts - As a saw blade degrades, the quality of the cut deteriorates. For example, you may notice a washboard cut on the surface of the material. Once teeth are damaged, their clearances and angles will be different, causing what will range from a mild or significant washboard cut. Having proper feeds and speeds are necessary not only for blade life and sawing production, but also for the surface quality of the piece being cut. Running a blade at too slow of a speed will result in teeth with loaded chips, allowing the teeth to “walk”. On the other hand, running blade too fast a feed rate will also cause the teeth to load, producing a similar outcome.
The blade may also not be supported properly, so adjusting or tightening the guide arms will be necessary when you install a new blade. Low blade tension may be another factor because it allows the blade to “walk” in the cut. Tension should always be set to the machine manufacturer’s recommendations and a blade tension gauge should always be used. And be sure you are using the correct tooth pitch. As with incorrect feed and speed, an incorrect tooth pitch can cause chip packing in the gullets, which will lead to stripped teeth.
• Scoring of the Blade by the Guides – this may be noticeable when there is Insufficient coolant flow which increases heat and friction, damaging the blade.
• Work Hardening - it is imperative that each tooth properly penetrates. If not, work hardening can occur and the blade will only rub across the material, causing premature dulling. Replacing the blade may be in order and increasing feed pressure is recommended if this occurs.
Audible clues that blade degradation is taking place can also occur. Keep an ear out for excessive noise. As the blade wears over time, the band saw can generate a loud whining or grinding sound.
Material Nuances
Generally speaking, the harder the material, the slower the blade speed and feed. Harder material will simply not cut as fast as softer materials, no matter its shape or size. Therefore, the same type of band saw blade will wear faster when cutting harder material versus softer work.
Also, the specific signs of wear may differ depending on the material that you cut. For example, if you are cutting softer materials such as aluminum, you may see increased backer wear including cracks and fractures before you see tooth wear appear. Conversely, if you are cutting harder materials such as Titanium, you may witness tooth wear first before a noticeable decrease in the cut quality.
Unlike solid rounds and billets, the interrupted nature of sawing structural materials causes additional challenges that can increase blade wear and tear. In almost all structural cutting, the blade is engaged in the cut for a shorter period of time compared to the overall size of the material. This can subject the blade to increased force and vibration as the teeth move in and out of the workpiece material. Also, when bundle cutting structural material shapes, the possibility of material moving while being cut can increase dramatically, depending on which material is being bundled. For instance, round material tends to spin, which leads to premature blade dulling and increased potential for teeth stripping. Holding material tightly is a must, because any movement in bundled material or a single bar will cause tooth breakage. Tighten vises or use nesting clamps for best results.
Pay Attention to the Variables
There are situations where it is best to proceed with caution:
• Tooth jamming in the cut – When this occurs, do not put a new blade in that cut. For example, when teeth strip there is a good chance that remnants of the teeth are left in the cut. If a new blade is installed and then fed back into the same cut, it is likely that these remnants, which are as hard as the new teeth, will cause the new blade to strip teeth as well. It’s always best to start a new cut or if you must cut at the same position, turn the material over and approach the cut from the opposite side.
• Chip Welding – Chips loading up on the saw blade gullets can negatively affect the quality of the cut. Keep an eye out for a worn, mis-adjusted or missing chip brush. If a brush is not installed correctly or is inoperative, it can allow chips to load up in the gullets which can increase heat and lead to chip welding and stripping. Also check for improper or lack of coolant, and excessive feed or speed which could cause chip welding due to heat buildup.
In addition to the tips provided, consult your band saw machine and blade manufacturer for guidance in optimizing your sawing operations.